

1. რა არის დაჭიმვა?
დაჭიმვა არის მავთულისა და ტერმინალის შეხების არეში ზეწოლის განხორციელების პროცესი მისი ფორმირებისა და მჭიდრო კავშირის მისაღწევად.
2. დამაგრების მოთხოვნები
უზრუნველყოფს განუყოფელ, გრძელვადიან საიმედო ელექტრულ და მექანიკურ კავშირს დამაგრების ტერმინალებსა და გამტარებს შორის.
დამუშავება და დამუშავება მარტივი უნდა იყოს.
3. დაჭიმვის უპირატესობები:
1. კონკრეტული მავთულის დიამეტრის დიაპაზონისა და მასალის სისქისთვის შესაფერისი დამაგრების სტრუქტურა შეიძლება მიღებულ იქნას გაანგარიშებით
2. მისი გამოყენება შესაძლებელია სხვადასხვა მავთულის დიამეტრის დასაკეცად მხოლოდ დასაკეცის სიმაღლის რეგულირებით.
3. დაბალი ღირებულება, რომელიც მიიღწევა უწყვეტი შტამპის წარმოებით
4. ავტომატიზაციის დამაგრება
5. სტაბილური შესრულება მკაცრ გარემოში
4. დაჭიმვის სამი ელემენტი
მავთული:
1. შერჩეული მავთულის დიამეტრი აკმაყოფილებს დამაგრების ტერმინალის გამოყენებადობის მოთხოვნებს
2. ზოლები აკმაყოფილებს მოთხოვნებს (სიგრძე შესაფერისია, საფარი არ არის დაზიანებული და ბოლო არ არის დაბზარული და გაორებული)

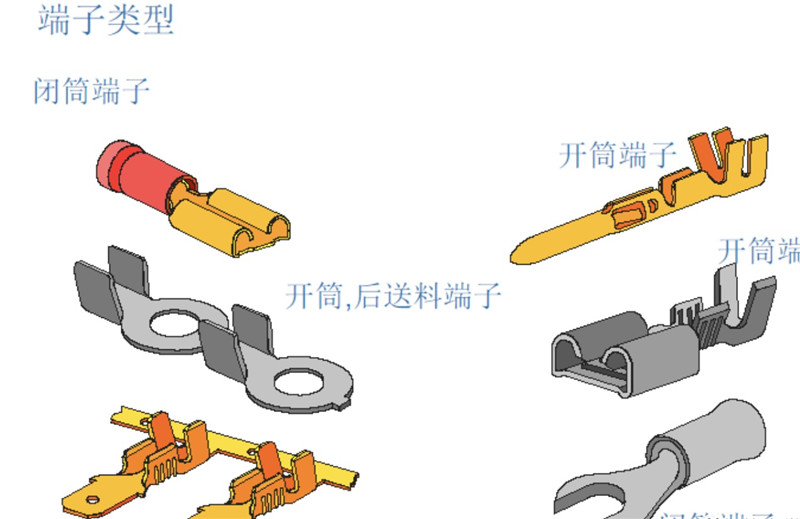
2. ტერმინალი
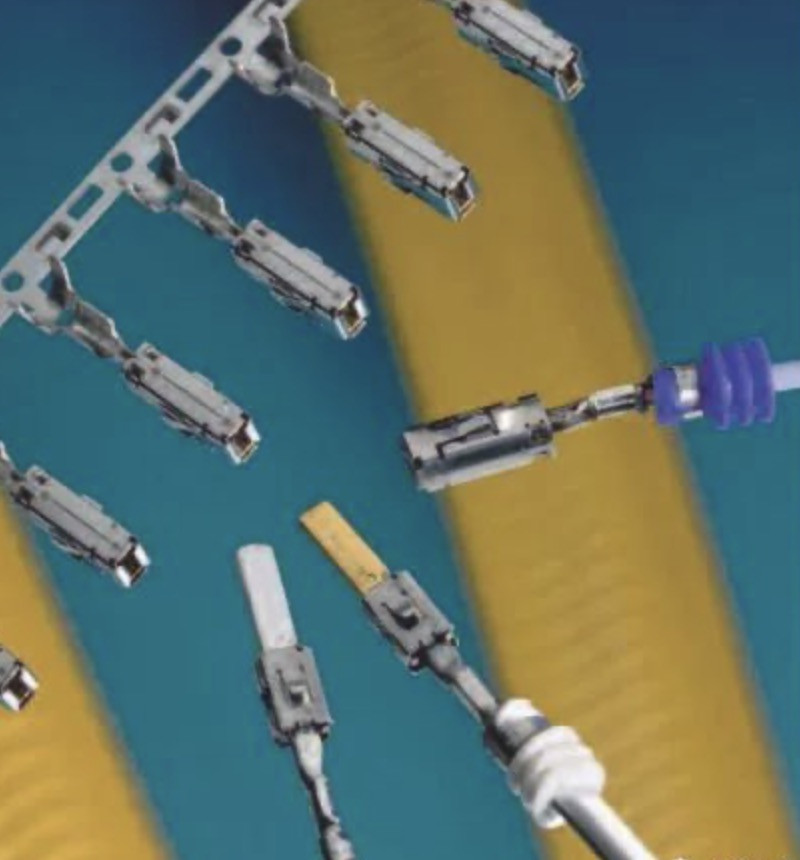

კრამინგის მომზადება: ტერმინალის შერჩევა
ნაკერების მომზადება: მოცილების მოთხოვნები
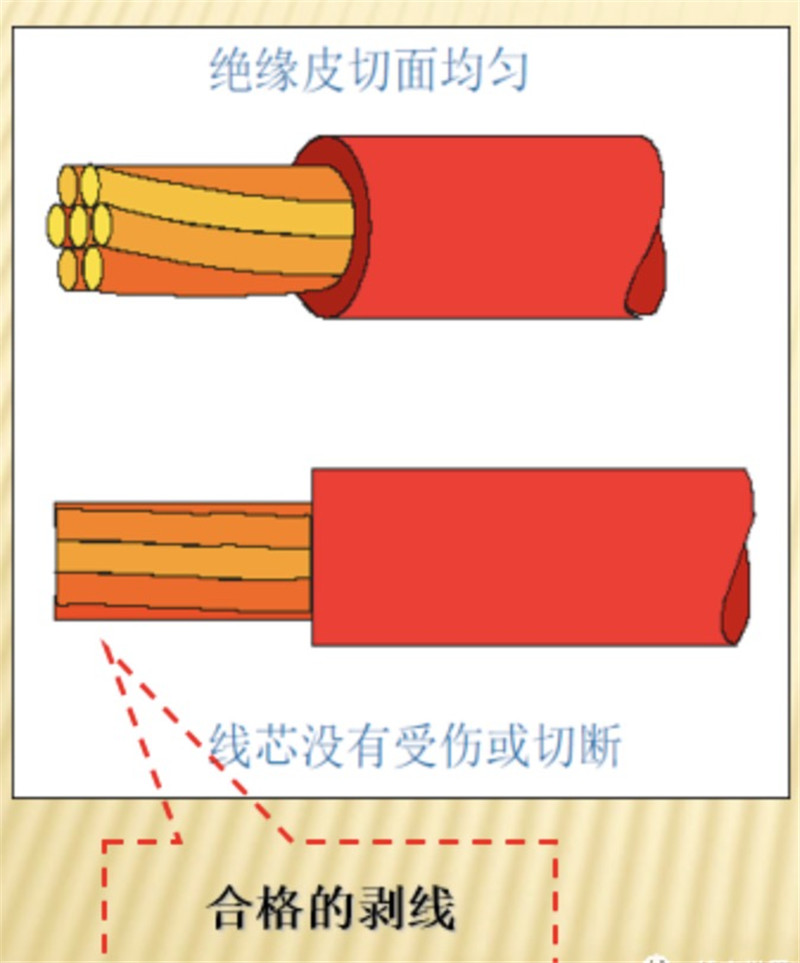
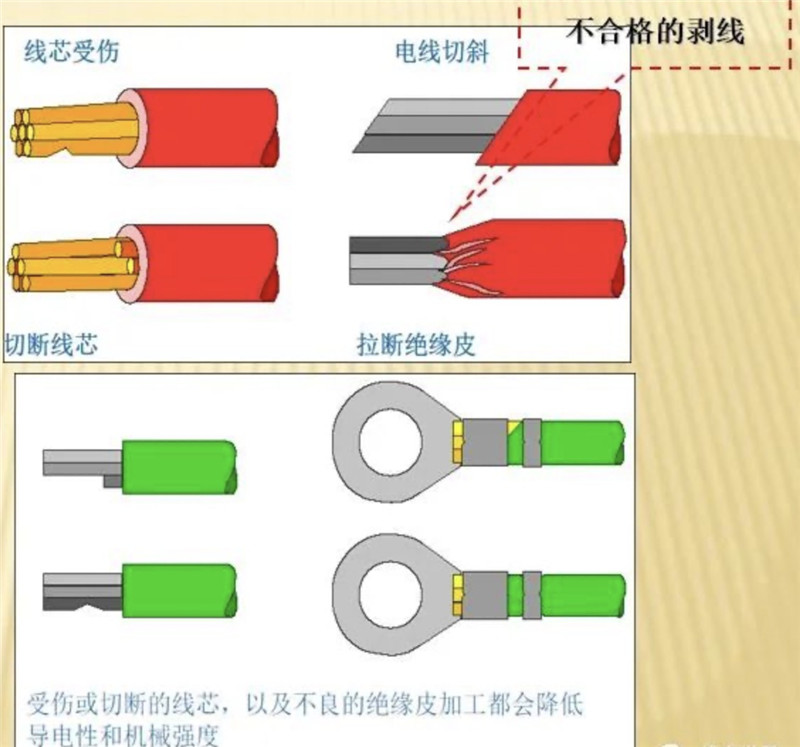
მავთულის გაშიშვლებისას ყურადღება უნდა მიექცეს შემდეგ ზოგად მოთხოვნებს
1. გამტარები (0.5 მმ2 და ნაკლები, და ძაფების რაოდენობა 7 ბირთვზე ნაკლები ან ტოლია) არ უნდა დაზიანდეს ან გაიჭრას;
2. გამტარები (0.5 მმ2-დან 6.0 მმ2-მდე და ძაფების რაოდენობა 7 ბირთვიან მავთულზე მეტია), ბირთვიანი მავთულები დაზიანებულია ან მოჭრილი მავთულების რაოდენობა არ აღემატება 6.25%-ს;
3. მავთულებისთვის (6 მმ2-ზე მეტი), ძირითადი მავთული დაზიანებულია ან მოჭრილი მავთულების რაოდენობა 10%-ზე მეტი არ არის;
4. იმ ადგილის იზოლაციის დაზიანება, სადაც არ უნდა მოიხსნას, დაუშვებელია.
5. მოშიშვლებულ ტერიტორიაზე ნარჩენი იზოლაციის განთავსება დაუშვებელია.
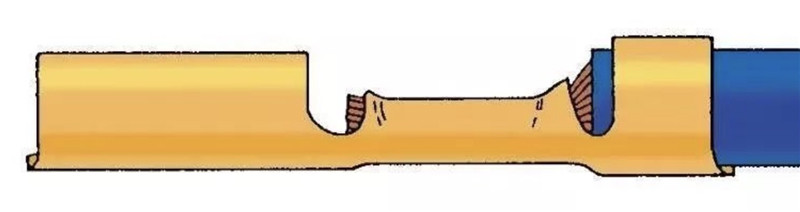
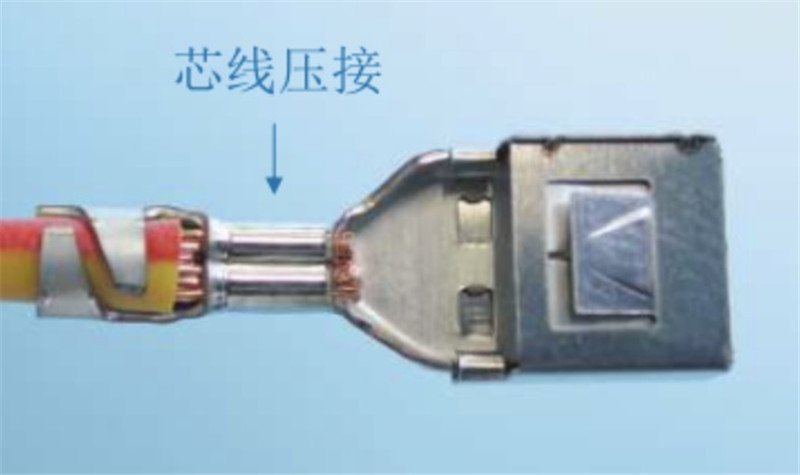
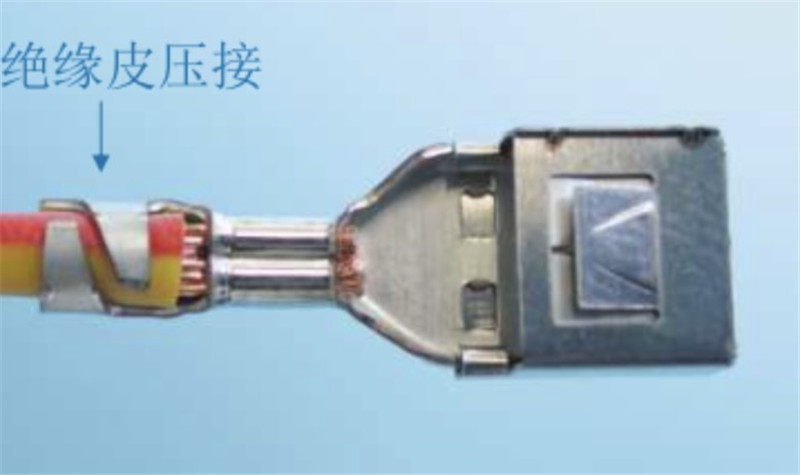
5. ძირითადი მავთულის და იზოლაციის დამუშავება
1. ბირთვის მავთულის დაჭიმვასა და იზოლაციის დაჭიმვას შორის გარკვეული განსხვავებებია:
2. ძირითადი მავთულის დაჭიმვა უზრუნველყოფს კარგ კავშირს ტერმინალსა და მავთულს შორის
3. იზოლაციის დაჭიმვა ამცირებს ვიბრაციისა და მოძრაობის გავლენას ბირთვის მავთულის დაჭიმვაზე.
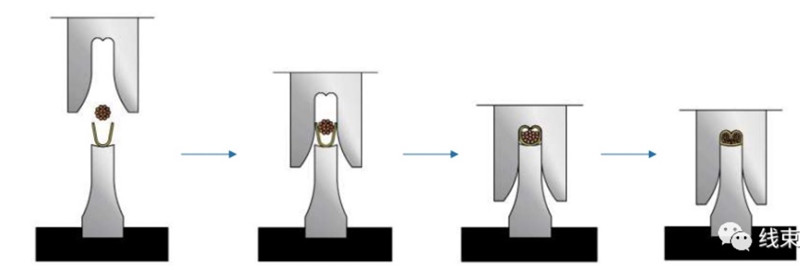
6. დაჭიმვის პროცესი
1. დასაკეცი ხელსაწყო იხსნება, ტერმინალი თავსდება ქვედა დანაზე და მავთული თავის ადგილზე მიეწოდება ხელით ან მექანიკური აღჭურვილობით.
2. ზედა დანა ქვევით მოძრაობს, რათა მავთული ლულაში ჩაასწროს.
3. შეფუთვის მილი მოღუნულია ზედა დანით, დაკეცილი და ჩამოყალიბებულია
4. დაყენებული დამაგრების სიმაღლე უზრუნველყოფს დამაგრების ხარისხს
გამოქვეყნების დრო: 2023 წლის 4 ივლისი